



PC Injection Molding DFM: Where Part Failures Are Prevented
Our DFM for PC parts runs through eight specific checkpoints before the mold design is locked. PC failure modes are predictable when you know what to look for.
Explore our injection mold tooling capabilities →
Common PC DFM Issues We Flag
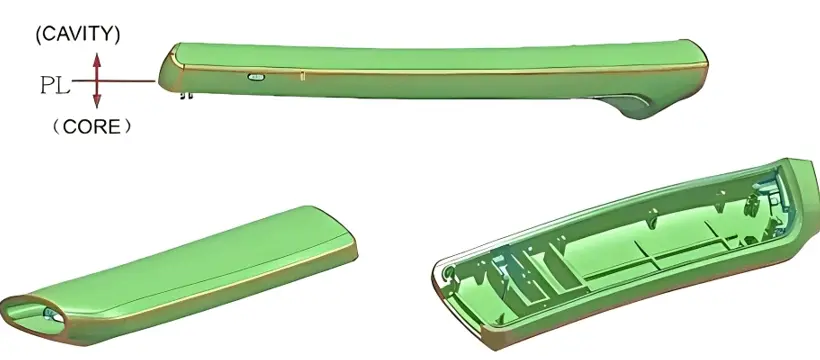
Stress Cracking at Undercuts
PC doesn't flex during ejection the way PE or PP does. Any undercut above 0.8 mm per side requires a slider or lifter — forced ejection creates stress whitening or delayed cracking under load.
Max undercut: 0.8 mm/side without mechanismBirefringence in Optical Parts
Fast injection speed + low mold temperature + thin walls = molecular orientation that shows as rainbow banding under polarized light. Optical lenses require injection speed profiling and mold temperature ≥80 °C to allow molecular relaxation before freeze-off.
Mold temp ≥80 °C for optical-grade PCChemical Compatibility of Mold Release
PC has poor resistance to hydrocarbon-based mold release agents — they cause stress cracking within days of part production. Silicone-based internal lubricants or dry mold release only. This catches people by surprise on first PC runs.
Silicone release only — no hydrocarbon spraysHot Runner Nozzle Temperature
PC degrades at ≥340 °C. Nozzle tip temperature must stay 280–315 °C — too hot and yellowing appears in the first 50 shots; too cold and the gate freezes mid-fill. We calibrate per-nozzle on tool qualification.
Nozzle: 280–315 °C strict window









PET Injection Molding

PEEK Injection Molding

PP Injection Molding
 Plastic Injection Moleded Parts with Different Colors")
Nylon Injection Molding

PMMA Injection Molding
