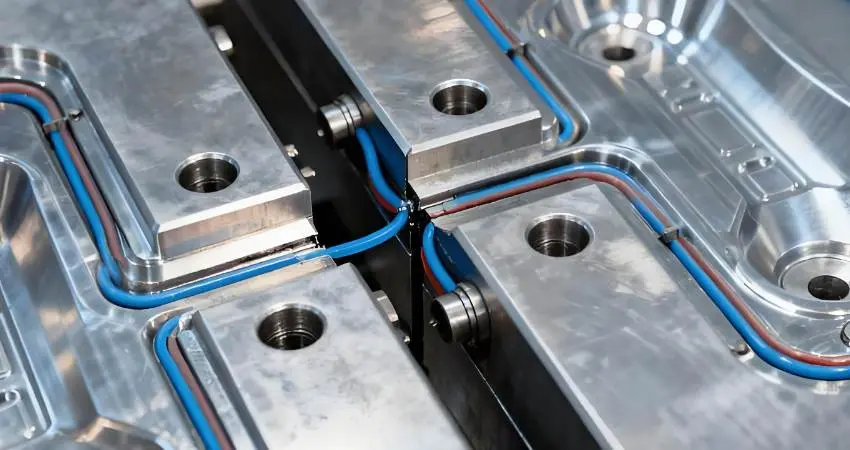
Medical Injection Molding Service for Regulated Devices
What is a medical injection molding service?
It is a regulated manufacturing process that produces biocompatible plastic components inside ISO Class 7 or 8 cleanrooms — with every parameter validated through IQ/OQ/PQ protocols, full lot traceability, and ISO 13485:2016 / FDA QMSR compliance from raw material to finished part.
It is a regulated manufacturing process that produces biocompatible plastic components inside ISO Class 7 or 8 cleanrooms — with every parameter validated through IQ/OQ/PQ protocols, full lot traceability, and ISO 13485:2016 / FDA QMSR compliance from raw material to finished part.
✓ISO 13485:2016
✓ISO 9001:2015
✓AS 9100 Rev D
✓FDA QMSR Ready
✓Class 1000 Cleanroom
✓DFM Included

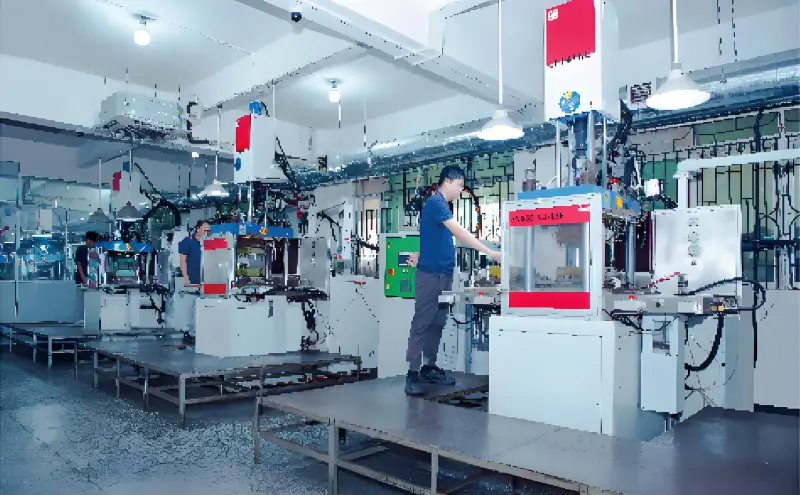
ISO Class 7 Cleanroom · Precision Medical Molding
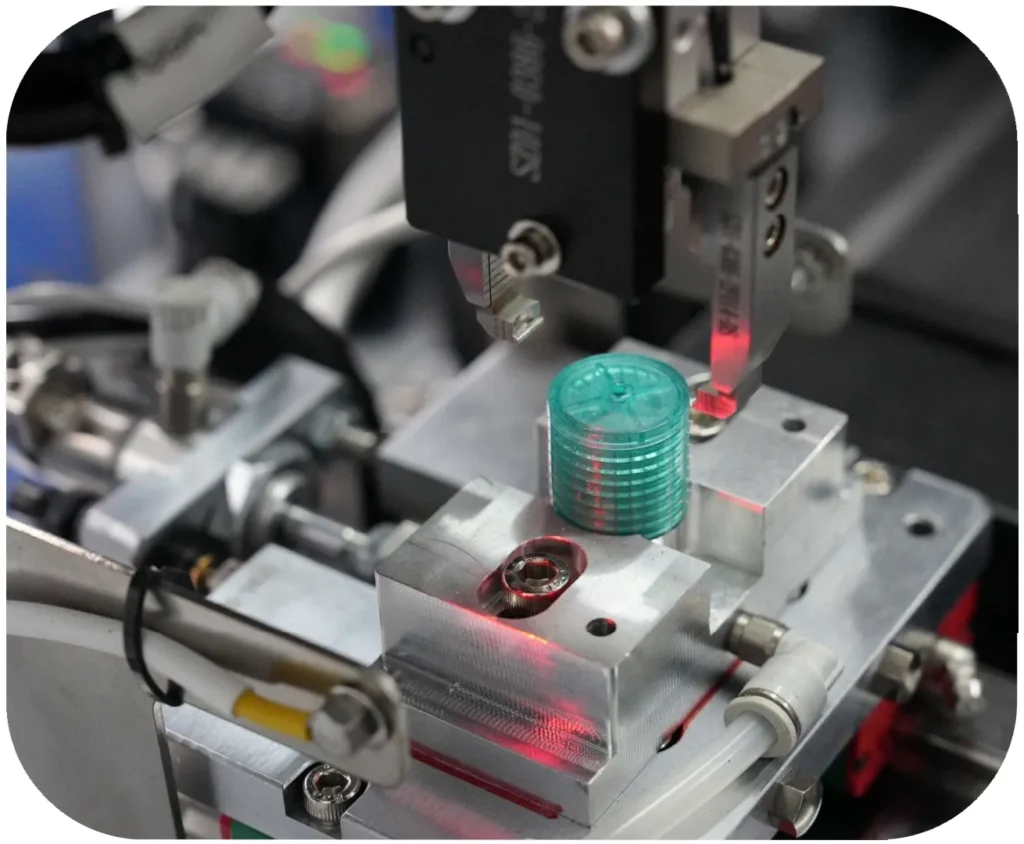
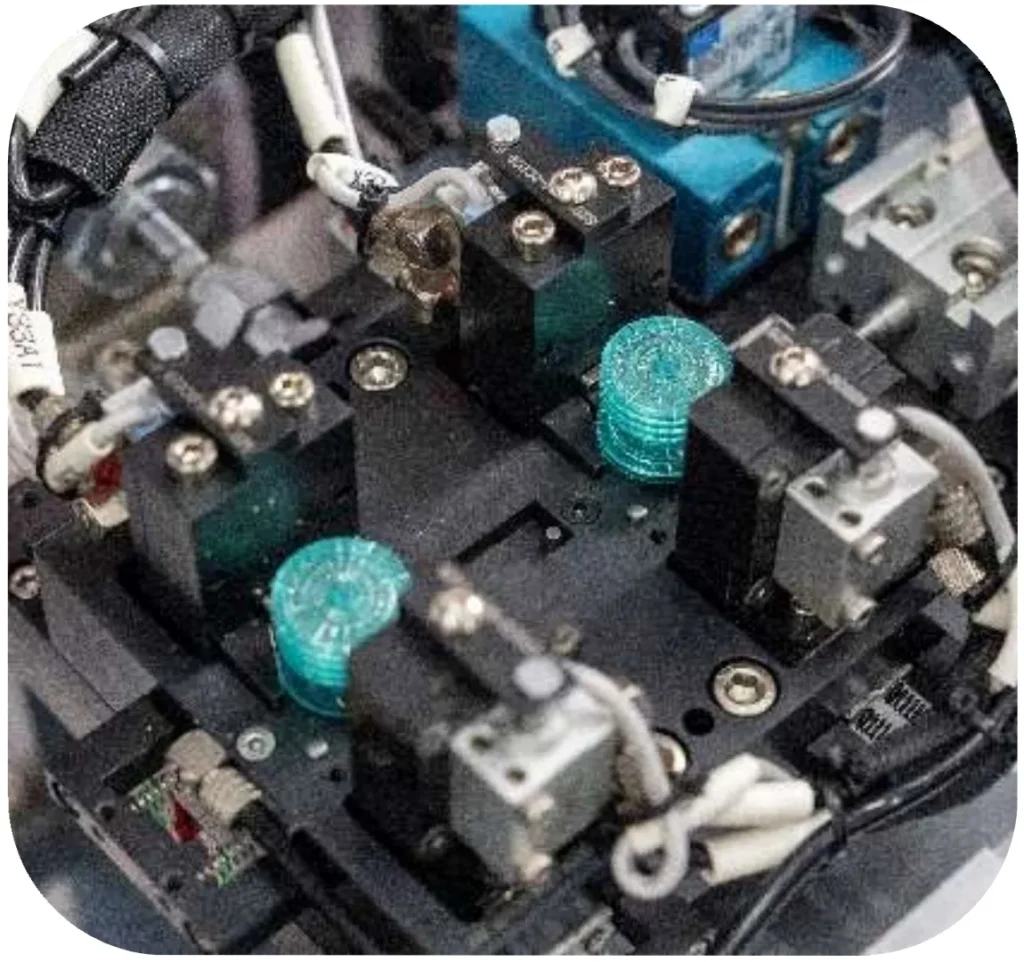
Our Production Lines And Equipment

Class 1000 Dust-free Workshop

Class 10000 Clean Workshop
Grinding & Cutting Workshop
Liquid Clean Production Workshop

Liquid Dust-free Production Workshop

Solid State Production Workshop

CNC Machining Center

Liquid Injection Molding Machine
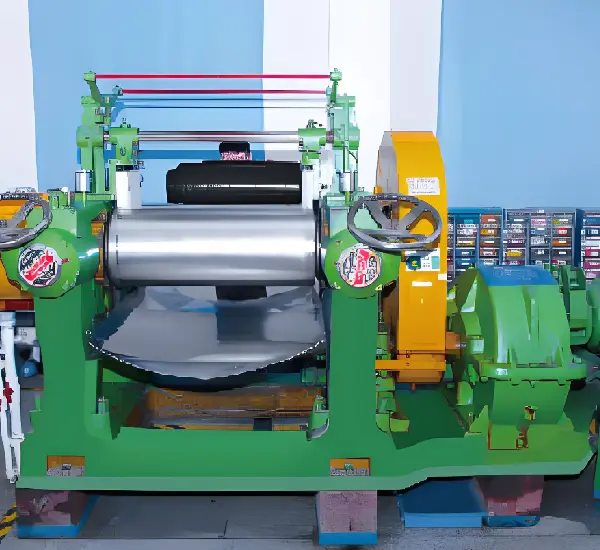
Mixing Machine
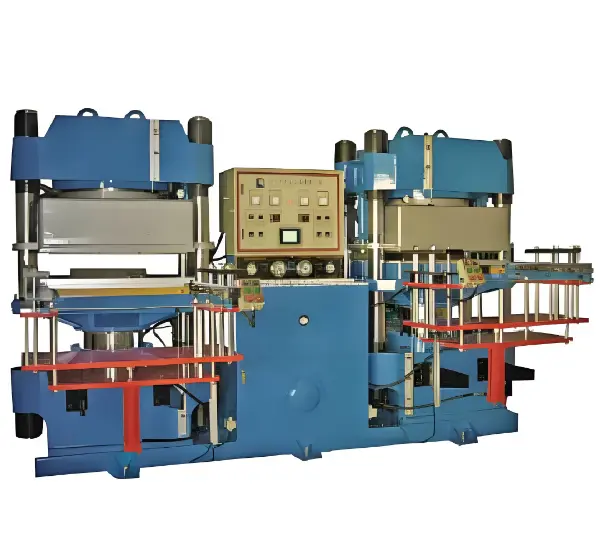
Solid Injection Molding Machine

Spark Machine

Fully Automatic Cutting Machine

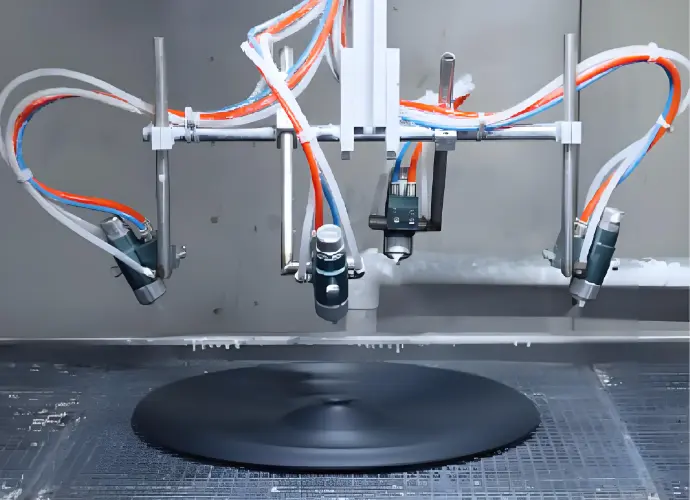
Automatic Dispensing Machine

Automatic Glue Spraying Machine

Baking Oven
Spraying Machine

Key Life Tester

2.5 Dimension

Air Tightness Tester

Automatic Visual Inspection Machine
High-end Pyrolysis Phthalate Detector
Wear Resistance Tester
Process Validation
IQ / OQ / PQ —
What Each Stage Proves
Validation is not bureaucracy. It is the documented proof that your manufacturing process is repeatable — which is exactly what FDA inspectors look for and what your device's performance depends on.
Skipping or shortcutting any stage produces a gap in your Design History File that will surface at audit. Fecision delivers all three stages with statistical analysis and full documentation as part of every medical injection molding programme.
✓Process parameters locked — injection pressure, barrel temp, mold temp, cycle time
✓CpK ≥ 1.33 on all critical-to-quality (CTQ) dimensions
✓Gauge R&R study on CMM measurement system
✓Device Master Record (DMR) and Device History Record (DHR) maintained per ISO 13485
✓Raw material COA retained — lot-to-lot traceability from resin to finished part
IQ
Installation Qualification
Equipment installed correctly. All sensors, gauges, safety systems verified to spec.
OQ
Operational Qualification
Process produces conforming parts across the full validated parameter range.
PQ
Performance Qualification
Consistent output demonstrated over a defined production run at full load.
▶
Production Release
Validated process. Audit-ready DHR. Ongoing SPC monitoring.