PMMA Injection Molding for Optical-Grade Acrylic Parts
What tolerances does Fecision hold on PMMA injection molded parts? Fecision machines PMMA injection molds to ±0.01 mm on critical dimensions using slow-wire EDM. Molds run for 500,000+ cycles before first resurfacing. Optical-clarity parts achieve light transmittance of ≥92%, meeting ASTM D1003 standards for lens and display applications.
Each stage is documented, measured, and approved before the next begins. Acrylic is unforgiving — moisture, temperature, and gate location decide optical quality. We control all three.
DFM Review & Mold Design
Gate location, wall uniformity, and draft angles optimized before steel is cut. PMMA requires 1.5°–3° draft minimum; we flag any geometry that risks sink marks or birefringence.
Cavity steel (S136 stainless or NAK80) machined with CNC ±0.01 mm, then mirror-polished to SPI A1 for optical surfaces. Slow-wire EDM on critical shut-offs.
PMMA pellets dried at 80–90 °C for 4–6 hours to moisture content <0.1%. Skipping this step causes silver streaks — a failure mode we have never shipped.
Barrel temperature 220–260 °C, mold temperature 50–80 °C, injection speed profiled to reduce shear stress on the polymer chain and preserve transmittance values.
First-article measured on CMM. Every 500-shot sample checked for dimensional conformance. Transmittance tested per ASTM D1003 on optical-grade batches.
Optional annealing at 70–80 °C to relieve residual stress. Parts individually sleeved in anti-scratch bags. Full traceability record shipped with every order.
Not all acrylic performs the same under injection conditions.
We can apply various grades and evaluate alternatives against your optical, mechanical, or chemical-resistance specification.
The standard for lens, light guide plate, and display cover applications. High molecular weight chains produce the optical clarity that defines this grade’s reputation.
Core-shell rubber particles toughened into the PMMA matrix. Notched Izod impact strength increases 3–5× compared to standard grade, at ~8% transmittance cost — the right trade-off for enclosures subject to drop risk.
Methacrylic acid copolymerization raises the Vicat softening point to 115–125 °C. Used in automotive lighting and LED housings where the standard grade warps under continuous thermal load.
When PMMA’s stress-cracking in contact with solvents or its 1.49 refractive index is not optimal, Fecision can tool and run polycarbonate or cyclic olefin grades in the same precision cell.
PC transmittance
88–90%
COC/COP transmittance
91–93%
COC refractive index
1.53
COP birefringence
<5 nm/cm
Quality System
Precision & Quality Control for Optical Parts
PMMA injection molding fails quietly: a mold surface at Ra 0.02 µm versus Ra 0.05 µm is invisible to the eye until the part enters service under a backlight. We measure at every stage where measurement catches a defect before it ships.
Our quality system runs under ISO 9001:2015. Medical device parts produced in our Class 10,000 cleanroom area additionally conform to ISO 13485:2016, with full batch traceability and deviation records retained for 10 years.
Light transmittance measured per ASTM D1003 on every batch
<0.1%
Max moisture in PMMA pellets before barrel entry
Class 10k
Cleanroom molding cell for medical & optical assemblies
10 yr
Batch record retention for medical device traceability
Application Areas
Industries Served with PMMA Injection Molding
Acrylic's combination of optical clarity, UV resistance, and dimensional stability makes it the material of choice across four distinct verticals — each with different tolerance and regulatory demands.
Medical & Diagnostics
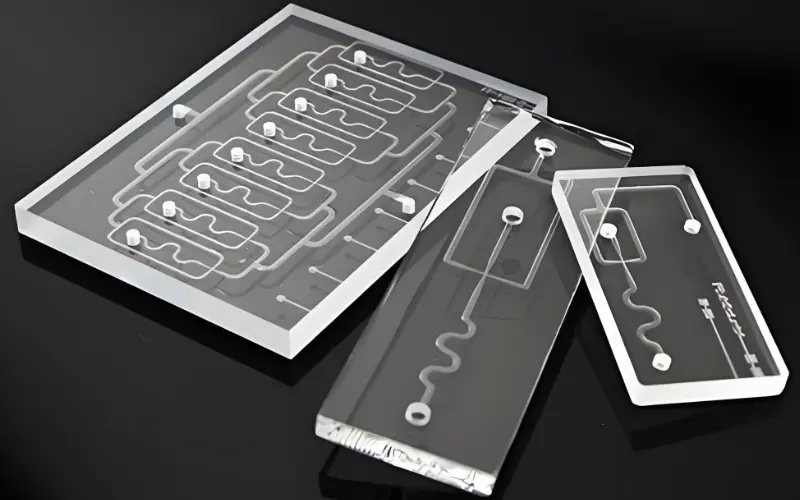
Microfluidic chips, reagent cartridges, and optical flow cells require stress-free PMMA molded in a documented cleanroom environment. We hold ISO 13485:2016 and can supply material certificates traceable to resin lot number.
Light-guide plates for LCD backlighting require thickness uniformity within ±0.05 mm across a 200 mm span. Camera lens covers and display bezels benefit from PMMA’s scratch resistance (Rockwell M97) and zero haze characteristics.
Flow-rate indicator sight glasses, machine guards, and sensor covers require PMMA’s weatherability (UV stability without coating for >10 years outdoor) paired with the chemical resistance needed in wash-down environments.
PMMA (Acrylic) provides optical clarity and UV stability critical for dental tools, diagnostic cuvettes, and optical medical devices.
Our PMMA medical molding process minimizes internal stress and maintains optical-grade surface finish, meeting the stringent requirements of laboratory and clinical environments. Discover how our medical injection molding expertise transforms PMMA into precision optical components for next-generation diagnostics.
PMMA Injection Molding FAQs
Technical buyers ask the same ten questions. We've answered them with the numbers, not marketing language.
PMMA molds most consistently between 1.5 mm and 4.0 mm. Below 1.5 mm, fill pressure creates shear stress that reduces optical clarity. Above 5 mm, differential cooling introduces sink marks on visible surfaces. For parts outside this range, we model fill simulation in Moldflow before committing steel, at no extra charge on orders above $3,000 tooling value.
PMMA transmits ~92% of visible light versus PC at 88–90%, and has superior UV resistance without additives — PC yellows after 2–3 years of outdoor UV exposure without coating. PC is tougher (Izod impact 640–850 J/m vs. PMMA's 16–32 J/m) and can be molded thinner. For lenses and light guides, PMMA wins on optical performance. For structural covers subject to impact, PC is usually the better choice. We stock both and can machine test shots from the same mold if you need data before committing to a resin.
We apply SPI finishes A1 through D3 depending on the surface's functional role. Optical faces — lenses, light-guide emission surfaces, display covers — receive SPI A1 (diamond paste, Ra ≤ 0.012 µm). Non-optical structural surfaces typically receive SPI B2 or C1 to mask ejector-pin witness marks. Textures (VDI 3400, Mold-Tech) are available on non-optical regions at additional cost.
Yes — we run pigmented, UV-absorbing, and fluorescent PMMA masterbatch formulations. Colored PMMA uses transparent dyes (not pigments) to maintain optical clarity while shifting the visible spectrum. UV-absorbing grades (UVA-stabilized, typically 380 nm cut-off) protect downstream components from solar degradation. Fluorescent grades convert UV to visible emission for industrial lighting diffusers. We require customer-supplied masterbatch or an approved supplier qualification for colored runs to maintain lot-to-lot color consistency.
Our standard MOQ for production PMMA parts is 10,000 pieces per run. For engineering validation and first-article inspection, we can run 200–500 pieces from the production mold once tooling is qualified. We do not accept one-time prototype jobs; all tooling projects require a production intent letter or signed NDA/LTA before we cut steel.
Silver streaks in PMMA are almost always caused by moisture above 0.1% in the pellet. Our process: pellets are dried 4–6 hours at 80–90 °C in desiccant-hopper dryers with continuous dewpoint monitoring (< −30 °C dewpoint). Barrel residence time is controlled to prevent thermal degradation. Gate design avoids jetting — we use fan gates or edge gates sized for laminar flow. First-article parts are inspected under a diffused light box at 500 lux before any run is approved.
Need to discuss PMMA injection molding project?
Our expert engineers can analyze your application requirements and recommend the optimal solution.










 Plastic Injection Moleded Parts with Different Colors")


