


Where PTFE and Teflon Molding Is Specified
Across every industry where PTFE appears, the common thread is an environment where other polymers fail — extreme temperatures, aggressive chemistries, zero contamination tolerance, or mandatory low friction.
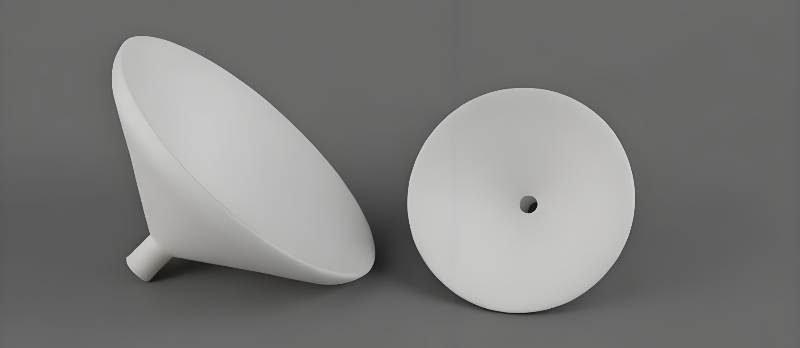
Seals, Liners & Valve Seats
PTFE is the standard material for valve seats, pump diaphragms, pipe liners, and gaskets in chemical plants handling acids, solvents, and oxidisers. Its near-universal chemical resistance eliminates compatibility assessment for most industrial chemicals.
- Pump impeller liners
- Reactor vessel seals
- Flanged joint gaskets
- Expansion joint liners
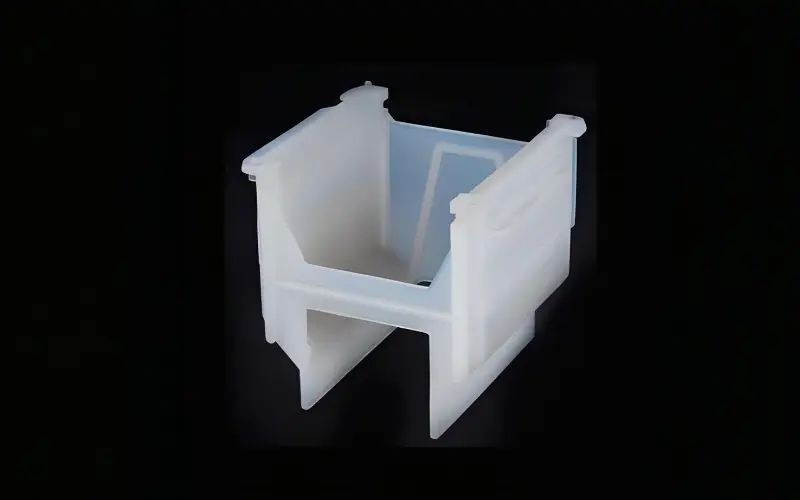
Ultra-Purity Fluid Handling & Insulation
Semiconductor fabrication demands materials that do not contaminate process chemicals or introduce ionic species into ultrapure water systems. PTFE's zero extractables profile and excellent dielectric strength (60 kV/mm) make it the default material for such applications.
- Wafer boats and carriers
- Chemical delivery fittings
- High-voltage spacers and insulators
- PCB drill guides
Implants & Sterile Fluid Paths
FDA 21 CFR 177.1550 compliant. PTFE is used in vascular grafts (ePTFE), catheter linings, surgical patches, and pharmaceutical process equipment. Its non-stick surface prevents biofilm accumulation and protein adhesion.
- Vascular graft tubing (ePTFE)
- Catheter shaft liners
- Pharmaceutical valve seals
Extreme-Temperature Components
PTFE maintains mechanical integrity from −200°C (cryogenic propellant systems) to +260°C (engine bay environments). Used for fuel system O-rings, hydraulic seals, and electrical wire insulation where thermal cycling would crack organic rubbers.
- Cryogenic valve seals
- Engine bay wire insulation
- Hydraulic actuator seals
Non-Stick & Hygienic Contact Surfaces
FDA-compliant, non-stick, easy to clean, and thermally stable through CIP/SIP sterilisation cycles. PTFE liners, conveyor components, and baking release surfaces meet 21 CFR 177.1550 for direct food contact at temperatures from freezer to oven.
- Conveyor belt release surfaces
- Baking release liners
- Food valve seats and diaphragms
Self-Lubricating Bearings & Wear Parts
PTFE bearings run without external lubrication — a critical advantage in environments where grease contamination is unacceptable. Pure PTFE bearings are filled with glass fibre, carbon, bronze, or graphite to increase load-bearing capacity and reduce cold flow.
- Filled PTFE bushings (GF, carbon, bronze)
- Slide plates and pads
- Wear-strip linings
- Piston rings
Electrical Insulation & Cable Components
PTFE wire insulation maintains dielectric strength and dimensional stability at elevated temperatures where PVC and polyethylene degrade. Used extensively in aerospace wiring, high-voltage cable assemblies, and RF coaxial connectors where signal integrity depends on consistent dielectric properties across temperature extremes.
- RF coaxial insulation (PTFE/FEP)
- High-temperature wire jacketing
- Transformer insulation components

Advanced fluoropolymer components for critical industrial applications



PET Injection Molding

PEEK Injection Molding

PP Injection Molding
 Plastic Injection Moleded Parts with Different Colors")
Nylon Injection Molding

ABS Injection Molding
