

Nearly 90% of many consumer metal parts are produced with presses and tooling you rarely see. That scale explains why a smart tool choice can cut costs and scrap overnight. Stamping dies play an important role in creating detailed, durable metal parts for industries like medical and automotive. They’re behind so many products we rely on daily.
This guide breaks down what stamping dies are, the different types, and why they matter when you need consistent, repeatable sheet metal parts at scale. Whether you’re improving your process or just learning, this guide gives you the know-how to step up your manufacturing game.
What ls a Stamping Die?
Stamping is a method that uses dies on a press to apply pressure at room temperature, shaping materials through separation or plastic deformation to create parts. It relies on stamps and dies, making it a common part-processing technique.
A stamping die includes stamp and die sets, referring to a special type of process equipment used in cold stamping processing to transform metal or non-metal materials into parts or semi-finished products. It is usually called “cold stamper dies”.
- The production efficiency is high, and the operation is convenient and easy to achieve mechanization and automation.
- The quality is stable, and the interchangeability is good.
- It can be processed into parts with large size ranges and complex shapes.
- No chip and scrap is generated; Less material consumption and no other heating equipment are required. Therefore, it is a material-saving and energy-saving processing method – the cost of stamping parts is lower.
Disadvantages:
- It runs fast, but manual operation requires considerable strength.
- The molds used are generally complex. The manufacturing cycle is long and the cost is high.
- Not suitable for small batch production.
- It focuses on classical theory and experience, which are highly required by mold designers and manufacturers.
How It Fits into Metal Stamping
A custom tool set mounted in a press turns coil or blanks into repeatable, usable parts each cycle. In production terms, that tool guides cutting and forming to create your part geometry every stroke. The press supplies the ram motion and the force needed to drive punches into sheet metal. That cold-forming action trims, pierces, or bends without heating the material.
The die stamping process on the floor looks like this: load material, align and clamp tooling, run strokes, control strip movement, and inspect first pieces. You can adjust tonnage, stroke rate, and lubrication to improve edge quality and tool life.
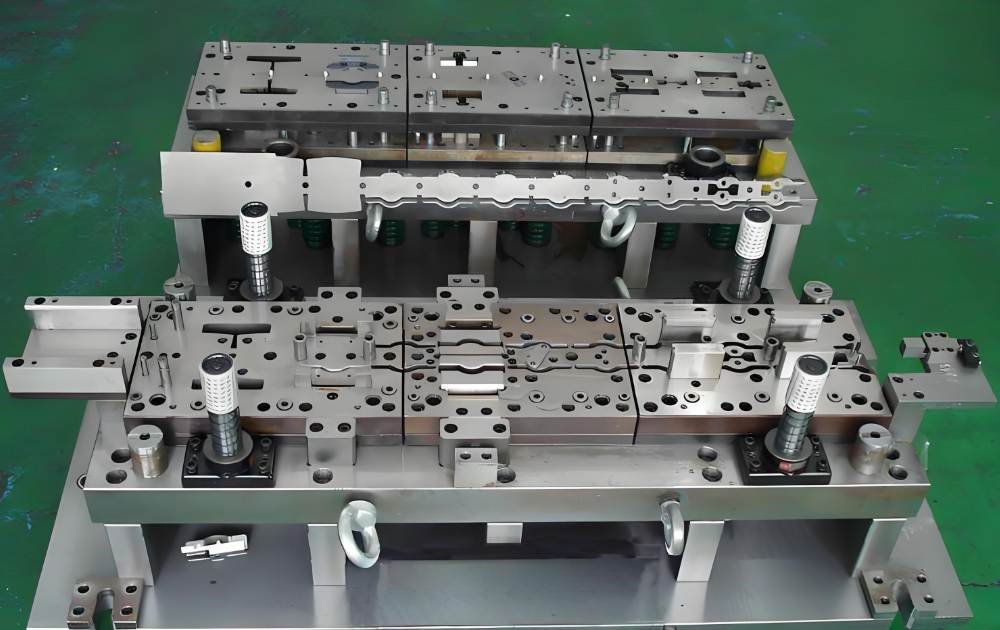
Anatomy of a Stamping Die: Core Components
Understanding a tool’s internal layout helps you read prints and compare quotes accurately.
Upper and Lower Sections and Alignment
The upper section mounts to the ram and carries punches and strippers. The lower section mounts to the bed and holds die buttons and receivers. Guide pins and bushings align these sections each stroke so features stay true. Reliable alignment is why you get consistent dimensions and predictable maintenance intervals.
Cutting and Forming Elements
Punches enter the sheet and match openings in die buttons to perform cutting operations cleanly. Forming surfaces shape bends, flanges, and draws during forming operations. Sharp clearances and good surface finishes control burr direction and height on stamped parts.
Guides, Support, Stripping and Ejection
Backing plates, retainers, and guide components reduce wear and protect tolerances. Strippers remove material from punches; ejectors or air remove finished parts to prevent jams and marks. Pilots, lifters, and pressure pads keep the strip registered and flat. When these components work together, you get repeatability, less downtime, and easier tool upkeep.
| Component | Function | Outcome |
| Guide pins/bushings | Align upper and lower sections | Stable dimensions |
| Punches & die buttons | Cut and form material | Controlled burrs and clean edges |
| Strippers/ejectors | Release and remove parts | Fewer jams, less marking |
Top 6 Types of Stamping Dies
Stamping dies include stamping and die cutting, which are special tools used for stamping processing. According to their different structures and functions, they can be divided into several categories. Lets’s see the major types of stamping dies.
Single Station Dies
Single-station dies are a simple type of mold, suitable for a single processing step, and can only process one workpiece. It has a simple structure, low manufacturing cost, and is suitable for small batch production.
Blanking Dies
Blanking is a stamping process that uses a blanking die under the action of a press to separate sheet materials. In a broad sense, blanking is a general term for various separation processes such as punching, blanking, cutting, notching, and cutting. But generally speaking, blanking mainly refers to blanking and punching processes.
Piercing Dies
Piercing dies is a typical single-process blanking die. The part is a round material with symmetrical punching. It is usually formed in one step. Common defects include cracking, flanging, burrs, etc. On the blank plate, the waste is separated along the closed contour to obtain the punching die with a hole.
Compound Dies
Compound dies are composed of two or more stations and can complete multiple processing steps. It has a complex structure and high flexibility and is suitable for mass production. Common composite molds include composite punching dies, lower punching dies, and cutting dies.
Multi-station Dies
Multi-station dies is a high-precision, high-efficiency, and long-life die developed on the basis of ordinary progressive dies. It is an important representative of technology-intensive dies and one of the development directions of punching dies. In addition to punching and blanking, this die can also complete forming processes such as rib pressing, denting, bending, and drawing according to the characteristics of the part structure and the forming properties, and even complete the assembly process in the die.
Transfer Dies
Unlike a continuous die, the materials for transfer dies are not connected to each other between the processing stations. Generally, the first station unloads the material, and then the blank is automatically transferred to each processing station in sequence by the automatic shifting device to finally complete the required shape.
Step-by-Step Die Design Process: From Part to Proven Tool
A clear roadmap from part drawing to first-piece approval shortens lead times and lowers surprises. You can get predictable timelines and fewer change orders when each phase has clear deliverables.
Part Review and Manufacturability Checks
Start by checking the part for material, thickness, grain direction, and tight tolerances. Note where burr direction or bends present the highest forming risk for sheet metal.
Process Planning and Operation Series
Decide the series of operations: what to pierce first, when to bend, and when the blank separates. This ordering reduces scrap and eases handling at the press.
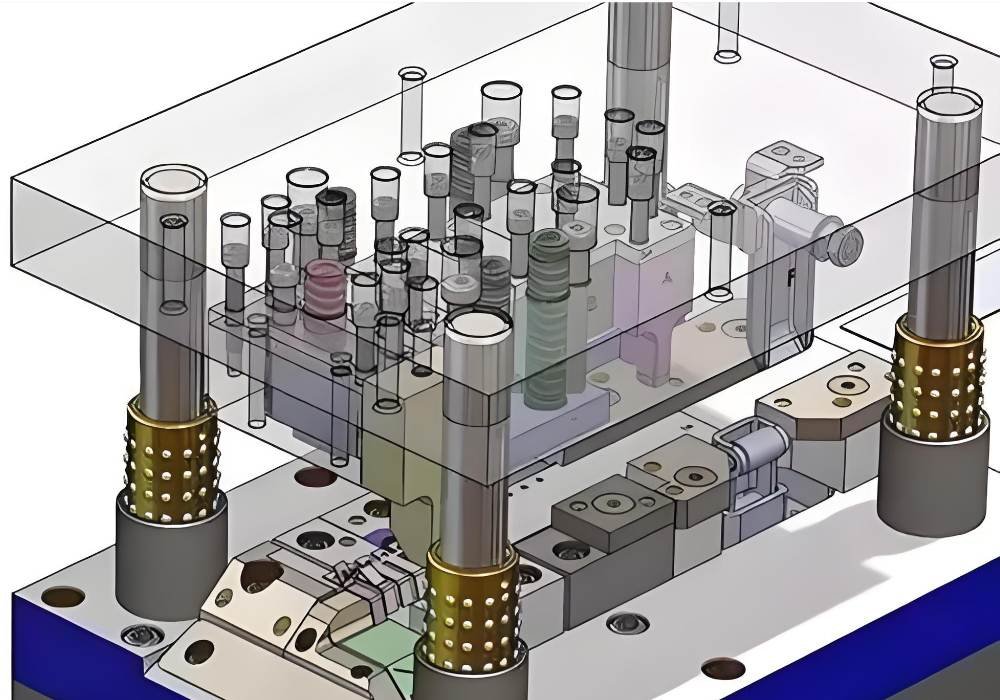
CAD Design and Analytical Validation
Use CAD design and simulation to lock clearances, radii, and shut heights. Analytical validation removes ambiguity and prevents costly rework during build.
Tool Build, Try-out, and Metrology
Skilled toolmakers translate the model into hardware, then prove the tool in a try-out press. Collect first-piece samples and iterate until results stabilize.
| Step | Deliverable | Typical Timeline |
| Part review | Manufacturability report, risk list | 1–3 days |
| Process planning | Operation sequence, strip layout | 3–7 days |
| CAD and validation | 3D models, simulations | 1–2 weeks |
| Build & try-out | Mounted tool, first-piece samples | 2–6 weeks |
| Qualification | Metrology report (CMM, vision, Faro) | 1–3 days |
Final approval comes with documented first-piece measurement and a short run proving stable manufacturing. That paperwork and the lessons learned cut risk for your production parts.
How Your Part Design Impacts Die Complexity, Scrap, and Cost
Your part’s basic shape and tolerances set the agenda for how complex the tool becomes and how much you pay.
Geometry and Tolerances
Tight inside radii, short flanges, or closely spaced holes often force added stations or special tooling features to hold accuracy. When you tighten tolerances, you increase the need for better guides, pilots, and heavier construction to avoid tolerance stacking.
Material Flow, Bending, and Drawing
Severe bends and deep draws change how material moves and raise tonnage requirements. You can reduce risk by adding draw beads, pressure control, or a small redesign to ease material flow and prevent splits.
Scrap,Blanking, Piercing, and Layout
Blanking and piercing waste depends on nesting, web thickness, and carrier layout in the strip. Better layout lowers scrap rate and cost. Optimize blank shape and hole-to-edge rules early to improve yield and simplify operations.
Volume and Production Speed
Higher volume and production speed targets usually justify progressive die stamping for throughput and lower piece cost. Lower volumes may be cheaper with simpler, single-station setups.
Materials for Manufacturing Stamping Dies
A careful match of tool material to part metal and run length can cut downtime and lower lifecycle cost.
Tool Steel Choices
Choose tool steel that balances wear resistance and toughness. High-carbon, high-chromium grades give excellent edge retention for cutting operations. Tougher alloys resist chipping under shock loading when the press applies high force. Ask your supplier which grade they plan to use for punches and die buttons.
Materials and Treatments
Heat treatment hardens the core and refines toughness. Surface treatments and coatings reduce galling and improve fatigue life during long runs. Typical treatments include quenching and tempering, nitriding, and PVD coatings. Each one targets different failure modes in manufacturing.
Match Material
Abrasive or high-strength alloys wear tooling faster than soft metals. That changes your sharpening intervals and total cost per piece. For low-volume projects, standard tool steel may suffice. For high-volume production, investing in premium material and a maintenance plan often saves money over time.
| Material | Key Property | Best Use | Treatment |
| High-chrome tool steel | High wear resistance | Cutting operations on abrasive metals | Quench & temper, polish |
| Tough alloy steel | Shock resistance | Punches that see heavy force | Tempering, surface grind |
| Nitrided steel | Surface hardness, low galling | Long runs with forming operations | Nitriding, optional coating |
| PVD coated components | Reduced friction | High-speed production with abrasive strips | PVD or DLC coating |
Methods of Stamping Dies Processing and Toolroom Capabilities
Modern toolrooms combine machines and workflow controls so you get reliable parts faster. This section shows the core methods used to build components and what strong toolroom capabilities look like.
CNC Machining for Precision Components and Lean Lead Times
CNC machining produces precise components with high repeatability. A lean cell layout reduces handling and cuts lead time for finished tooling.
Wire EDM and EDM Hole Drilling for Tight Internal Features
Wire EDM creates sharp corners and profiles that are hard to mill. EDM hole drilling makes small, deep holes for vents, starts, and inserts.
Waterjet Cutting for Development Blanks and Faster Fabrication
Waterjet cutting speeds fabrication by making development blanks and rough parts quickly. That lets you iterate before committing to final machining.
Assembly, Spotting, and Prove-out to Stabilize the Manufacturing Process
Final assembly and spotting set fit and controlled clearances. Prove-out is the tryout run where adjustments stabilize the process for production launch.
| Method | Primary Benefit | When to Use |
| CNC machining | Precision, repeatability | Critical components, tight tolerances |
| Wire EDM / EDM hole drilling | Accurate profiles, small holes | Punches, inserts, tight internal features |
| Waterjet cutting | Fast blanks, rapid iteration | Development blanks, faster fabrication |
| Assembly & Prove-out | Stable launch, documented quality | Final tryout and production ramp |

Tips on Choosing the Right Stamping Die for Your Project
The above article has introduced you to 6 common stamping dies in detail, as well as material selection and manufacturing process for stamping dies . So, which one is suitable for your project? According to stamps & dies, the following tips will help you find the best one for your project. You can choose according to the shape of the stamps dies.
Define Project Requirements
You’d better understand your project needs first, including production volume (number of parts) and part complexity (how detailed or intricate they are). For example, use simple dies like single-station or blanking for small batches; choose advanced dies like progressive stamping for large batches. Also, match the die to the part design – basic dies for simple parts, and compound or progressive dies for complex parts.
Consider the Production Volume
When picking a die, think about how many parts you need to make and how complex they are. For small production runs, simple dies like single-station or blanking dies are cheaper and easier to set up. This helps keep costs low. For large production runs, advanced dies like progressive stamping dies are better. They speed up production and lower the cost per part. The type of die you choose depends on how many parts you need to make.
Master the Part Complexity
Simple parts, like flat panels or single-hole parts, work well with basic dies such as blanking or piercing dies. These dies are affordable, precise, and perfect for straightforward projects. Blanking dies cut shapes, while piercing dies create holes, ensuring clean and accurate edges.
For complex parts with detailed shapes, compound or progressive dies are better. Compound dies handle multiple tasks in one step, ideal for precise alignment. Progressive dies are great for high-volume production, performing multiple steps efficiently without losing quality. Choosing the right die ensures project needs are met cost-effectively.
Choose the Appropriate Material
Softer materials like aluminum work well with standard dies, while harder materials like stainless steel require stronger, more durable dies. While thicker materials may need custom dies to handle the extra pressure during stamping. For example,
Tool Steel: Durable and cost-effective for most applications.
Carbide: Extremely hard and wear-resistant, ideal for high-volume or abrasive materials.
Workpiece Material: Consider the hardness, thickness, and type of material being stamped.
Balance Cost and Efficiency
Choose a die that fits your budget while meeting production goals. Simple dies are cheaper for low-volume projects, while advanced dies save costs in high-volume production.
Follow these tips on stamps and die cuts, and you’ll be able to pick the right stamping die for your project, even the right stamping die factory, without a hassle. It’ll help you get the job done accurately and save you money, too.
Ready to Enhance Production Efficiency and Product Quality?
If you want to enhance production efficiency and product quality greatly, Fecision is the best choice for you. We provide superior stamping die manufacturing services and also focuses on the design and production of high-precision mold parts. Key strengths of Fecision? Let’s have a look!
- Enhanced Production Efficiency & Quality
Fecision specializes in designing and manufacturing high-precision mold parts, significantly improving mold performance, reducing downtime, and ensuring smooth production cycles.
- Fast & Reliable Delivery
Fecision delivers high-quality mold parts economically and efficiently, with the shortest delivery time being just 3 days.
- Advanced Manufacturing Technology
With cutting-edge processes, Fecision achieves ultra-precise tolerances as low as ±0.002mm, meeting the most stringent quality requirements.
- Focus on Precision
As a superior stamping die factory, Fecision’s dedication to high-precision molds ensures superior product quality and performance.
- Cost-Effective Solutions
Fecision combines quality, speed, and precision, offering economical solutions without compromising on performance or delivery timelines.
Ready to enhance production efficiency & product quality? Go for it!


