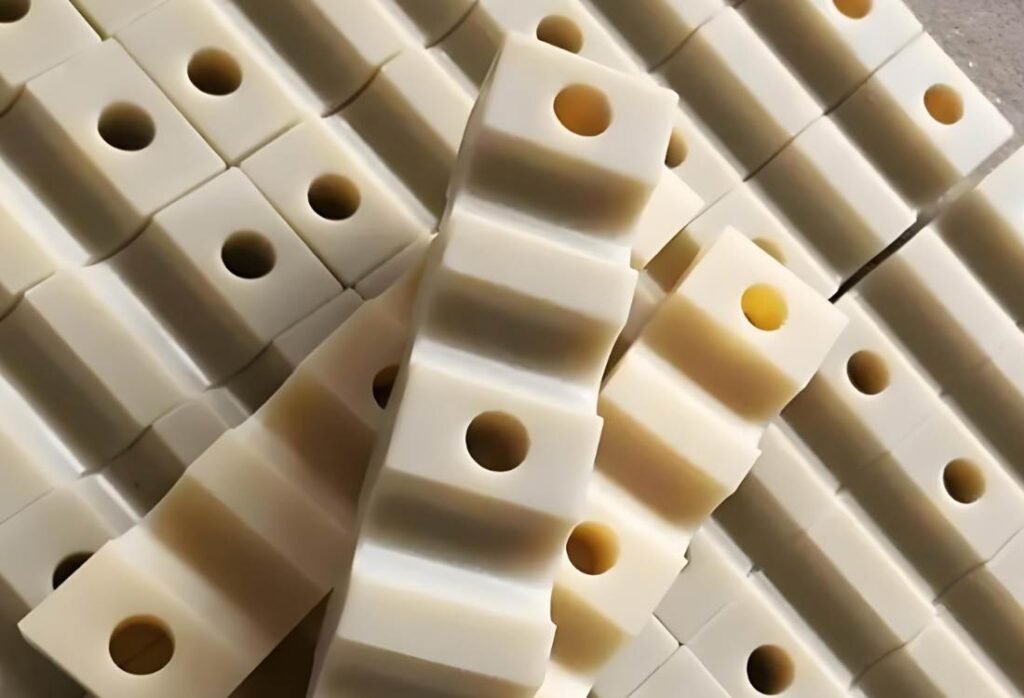
PA (Nylon) injection molding delivers exceptional strength, durability, and versatility for critical components across industries. Our specialized services transform this remarkable engineering thermoplastic into precision parts that outperform and outlast alternatives. Whether you need automotive components, industrial machinery parts, or consumer products, our expertise in nylon injection molding ensures optimal results for your most demanding applications.
Nylon, technically known as polyamide (PA), is a semi-crystalline thermoplastic polymer characterized by amide bonds (-NH-CO-) in its molecular structure. First developed by DuPont in the 1930s, nylon has evolved into one of the most versatile engineering plastics available today.
This remarkable material bridges the gap between conventional plastics and metals, offering an ideal balance of mechanical strength, chemical resistance, and processability. Its unique properties make it particularly well-suited for injection molding processes, where complex geometries and precise dimensions are essential.
High Strength
Exceptional tensile strength and toughness
Wear Resistance
Excellent abrasion and friction resistance
Low Friction
Self-lubricating with smooth sliding properties
Types of Molded Nylon Materials
Nylon Type
Key Properties
Best Applications
PA6 (Nylon 6)
Good toughness, lower melting point (220°C), higher moisture absorption
Nylon's exceptional combination of properties makes it an ideal choice for demanding applications where other plastics might fail.
Understanding these characteristics is crucial when considering PA (Nylon) injection molding for your projects.
Mechanical Properties
High tensile strength (45-80 MPa)
Excellent fatigue resistance
Superior wear resistance
Good impact resistance
Low coefficient of friction
Thermal Properties
High melting point (220-265°C)
Continuous use temperature up to 150°C
Thermal conductivity: 0.25-0.35 W/(m·K)
Coefficient of thermal expansion: 80-100 × 10⁻⁶/°C
Chemical Properties
Resistant to fuels, oils, and many solvents
Good resistance to weak acids
Excellent resistance to alkalis
Resistant to hydrocarbons
Other Properties
High moisture absorption (2-8%)
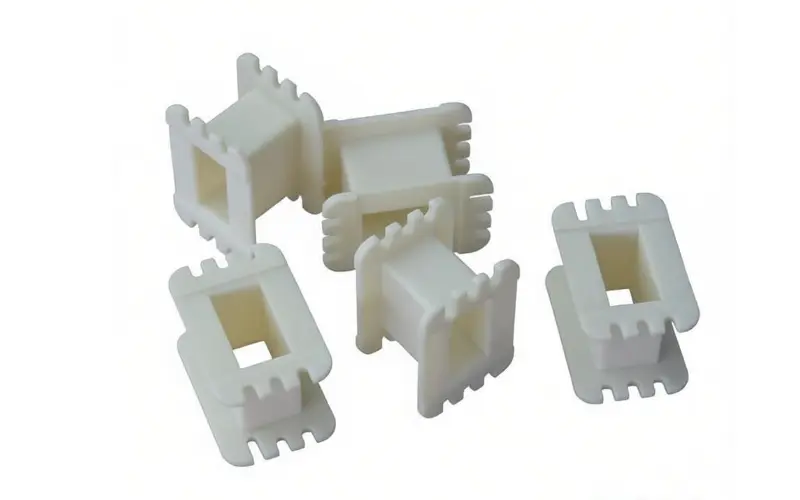
Good electrical insulation
Natural translucent white appearance
Easily colorable
Nylon (PA) delivers the mechanical strength, wear resistance, and lubricity required for surgical clips, suture anchors, and drug delivery gears. Its ability to withstand repeated sterilization without degradation makes it suitable for reusable medical instruments.
At Fecision, we specialize in moisture-conditioned nylon molding to ensure dimensional stability in medical applications. Learn how our medical injection molding services optimize nylon for life-critical medical components.
Nylon Injection Molding Process
The PA (Nylon) injection molding process requires specialized knowledge and equipment to achieve optimal results.
Our proven methodology ensures consistent, high-quality parts that meet your exact specifications.
Material Preparation
Nylon pellets are thoroughly dried (typically at 80-100°C for 2-4 hours) to remove moisture that could cause hydrolysis during processing.
Packing
Additional material is packed into the mold to compensate for shrinkage as the part cools.
Melting
The dried pellets are fed into the injection molding machine where they're heated to 230-290°C (depending on the specific nylon type).
Cooling
The part cools within the mold until it solidifies, with mold temperature typically maintained between 80-120°C for optimal crystallinity.
Injection
The molten nylon is injected into the mold cavity at controlled pressure and speed to ensure complete filling.
Ejection & Post-Processing
The finished part is ejected from the mold. If required, parts undergo secondary operations such as trimming, assembly, or surface treatments.
Nylon Injection Molding Additives
Various additives can enhance nylon's properties for specific applications. Our material expertise helps you select the optimal formulation for your unique requirements.
Glass Fibers (15-50%)
Increases strength, stiffness, dimensional stability, and heat resistance
Structural components, metal replacements, under-hood automotive parts
Carbon Fibers
Enhances strength, stiffness, and provides electrical conductivity
EMI shielding components, high-performance structural parts
PA6 typically requires barrel temperatures of 220-260°C, while PA66 needs higher temperatures of 260-290°C. Mold temperature affects crystallinity, surface finish, and mechanical properties.
Moisture Management
Nylon's hygroscopic nature necessitates thorough drying before processing. Moisture content should be below 0.2% to prevent surface defects, voids, and degradation of mechanical properties.
Challenges with Nylon Injection Molding
Common Challenges
Moisture Sensitivity: Nylon absorbs atmospheric moisture, which can cause processing issues and reduced mechanical properties.
High Shrinkage: Nylon has a relatively high shrinkage rate (1-2%), which can affect dimensional accuracy.
Warpage: Differential cooling and crystallization can cause parts to warp, especially in thin-walled sections.
Mold Adhesion: Nylon can stick to mold surfaces, making part ejection difficult without proper design considerations.
Thermal Degradation: Excessive processing temperatures can degrade the polymer, reducing mechanical properties.
How We Overcome Challenges
Advanced Drying Protocols: Our specialized drying equipment and validated procedures ensure optimal moisture removal before processing.
Precision Mold Design: We compensate for nylon’s shrinkage characteristics through sophisticated mold design and engineering.
Optimized Process Parameters: Our process engineers fine-tune temperature, pressure, and cooling profiles specifically for each nylon formulation.
Material Selection Expertise: We help you select the ideal nylon grade based on your application requirements and environmental conditions.
Quality Control Systems: Our comprehensive inspection protocols catch and correct potential issues before they affect your parts.
Nylon Injection Molding Applications
Industries We Serve
PA (Nylon) injection molded components excel across diverse industries due to their exceptional combination of properties. Our expertise spans all these applications, ensuring optimal material selection and processing for your specific needs.
Automotive
Fuel system components
Under-hood parts
Interior trim components
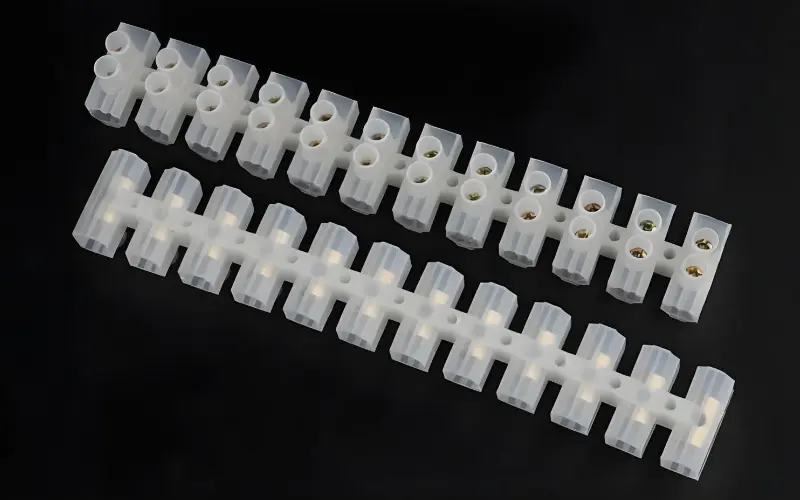
Electrical connectors
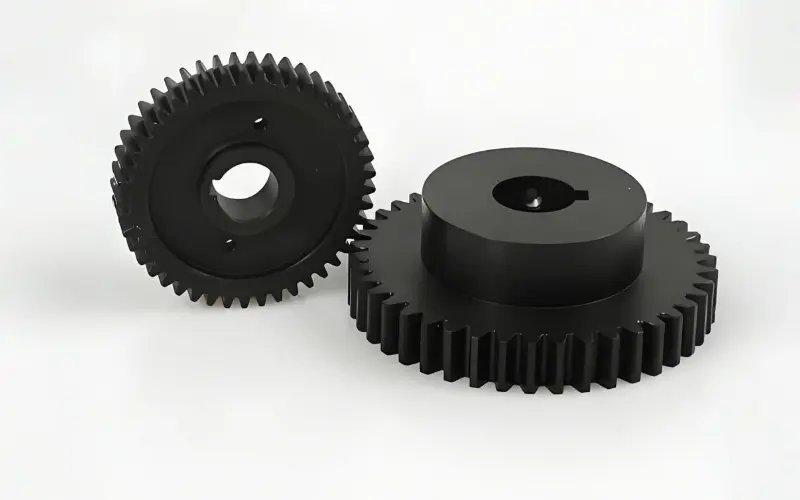
Gears and bearings
Our comprehensive PA (Nylon) injection molding services deliver exceptional quality, consistency, and value for your most demanding applications. With decades of specialized experience and state-of-the-art equipment, we transform your designs into high-performance nylon parts that meet or exceed your expectations.
Material Expertise
Our materials specialists help you select the optimal nylon formulation for your specific application requirements, balancing performance, processability, and cost considerations.
Design Optimization
Our engineering team provides design for manufacturability (DFM) feedback to optimize your parts for nylon injection molding, ensuring quality while minimizing costs.
Precision Tooling
We design and manufacture high-precision molds specifically optimized for nylon processing, with proper venting, cooling, and ejection systems for flawless parts.
Quality Assurance
Our comprehensive quality control system includes in-process monitoring, dimensional verification, and performance testing to ensure every part meets your specifications.
Production Scalability
From prototypes to high-volume production, our flexible manufacturing capabilities scale to meet your changing needs without compromising quality.
Value-Added Services
We offer assembly, secondary operations, custom packaging, and logistics support to provide a complete manufacturing solution for your nylon components.
PA66 offers higher tensile strength, better heat resistance (melting point ~260°C vs. ~220°C for PA6), and improved dimensional stability. PA6 provides better impact resistance, easier processing due to lower viscosity, and typically costs less. PA66 is preferred for high-temperature applications, while PA6 is often chosen for parts requiring toughness and complex geometries.
The recommended wall thickness for nylon parts is typically between 0.8mm and 3mm. Thinner walls (0.8-1.5mm) are possible due to nylon's good flow properties but may require higher injection pressures and careful process control. Thicker walls (above 3mm) can lead to longer cycle times, sink marks, and internal voids. Maintaining uniform wall thickness throughout the part is crucial to minimize warpage.
Glass fiber reinforcement significantly enhances nylon's mechanical properties. Adding 30% glass fibers (GF30) typically increases tensile strength by 200-300%, improves heat resistance by 20-40°C, reduces shrinkage by 50-60%, and enhances dimensional stability. However, it also increases density, reduces impact resistance, creates a rougher surface finish, and makes the material more abrasive to processing equipment.
Standard tolerances for nylon injection molded parts typically follow ISO 2768-m (±0.2mm for dimensions up to 30mm). Tighter tolerances (±0.1mm) are achievable with optimized tooling and process control, particularly for glass-filled grades which exhibit less shrinkage. Factors affecting tolerance capabilities include part geometry, material grade, mold design, and process stability.
Need to Discuss Nylon Injection Molding Project?
Our expert engineers can analyze your application requirements and recommend the optimal solution.