


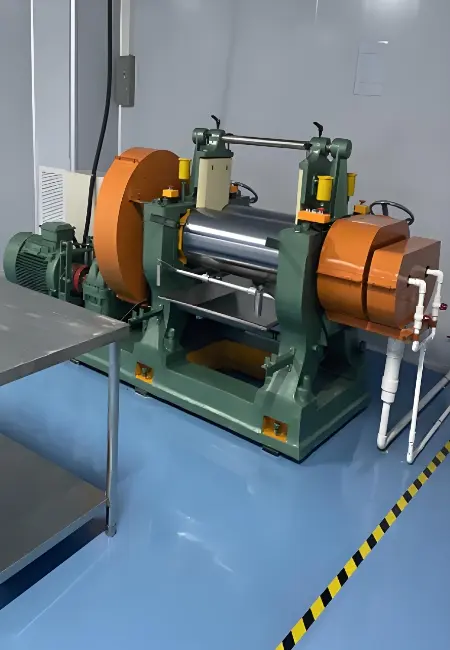
Advanced Equipment

Material Expertise

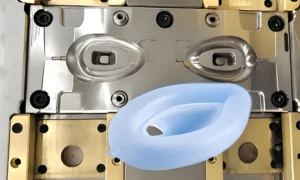
Precision Tooling

Value-Added Services





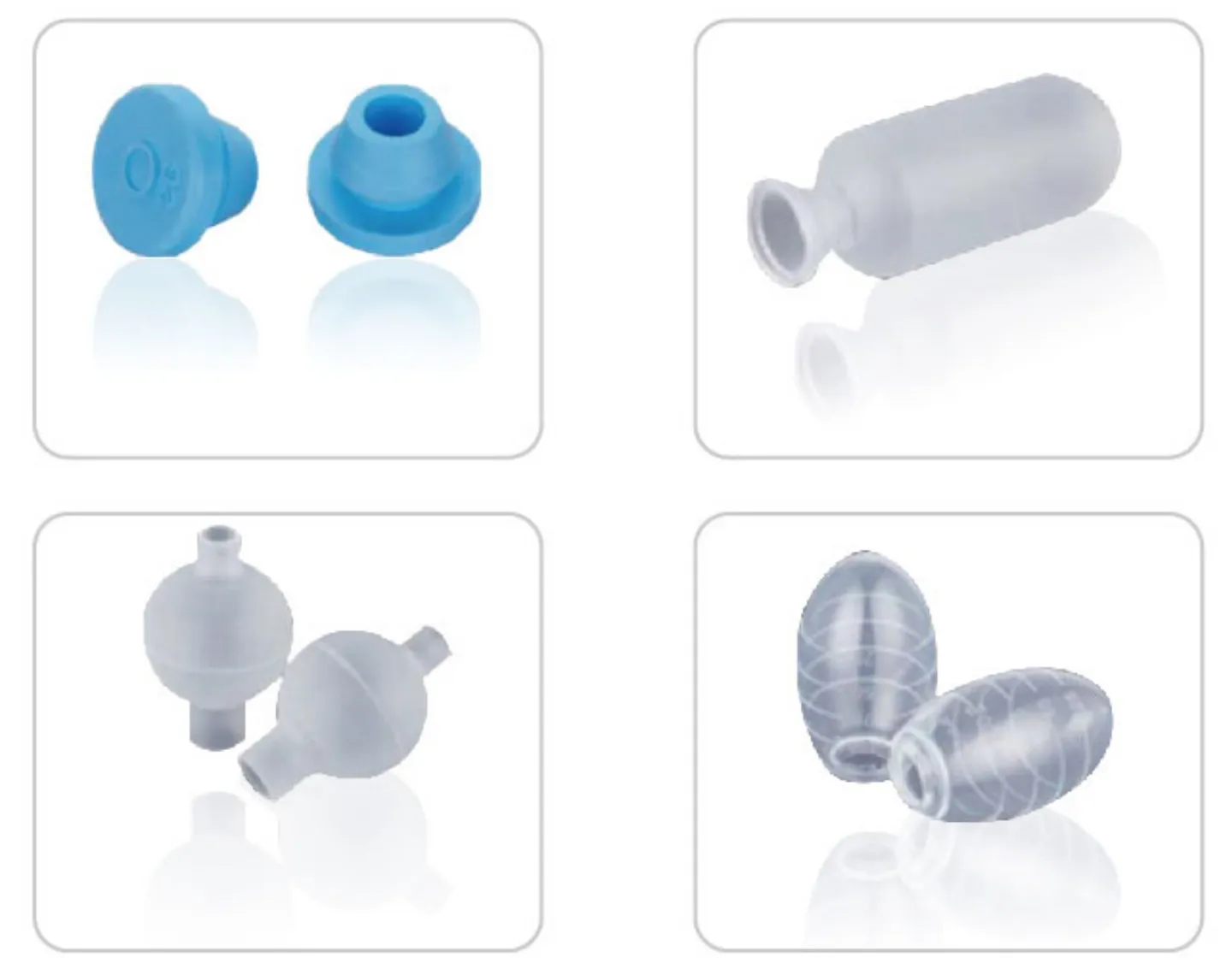
Medical Silicone Parts
1. Class 1000 / Class 10,000 Cleanroom Environment
2. Surface glossiness can reach Grade A1
3. Medical-grade liquid and solid silicone raw materials and color pastes
4. Capable of accommodating complex, irregular shapes and features with partial undercuts.

Intelligent Wearable Silicone Parts
1. Monthly production capacity: 1 million+ units.
2. Meets biocompatibility standards, hypoallergenic, compliant with skin irritation testing and relevant environmental regulations (e.g., FDA, LFGB).
3. Surface treatment options: Silk screening, laser engraving, color spraying, tactile coating, and UV surface modification.
4. High resistance to oxidation, aging, and corrosion.

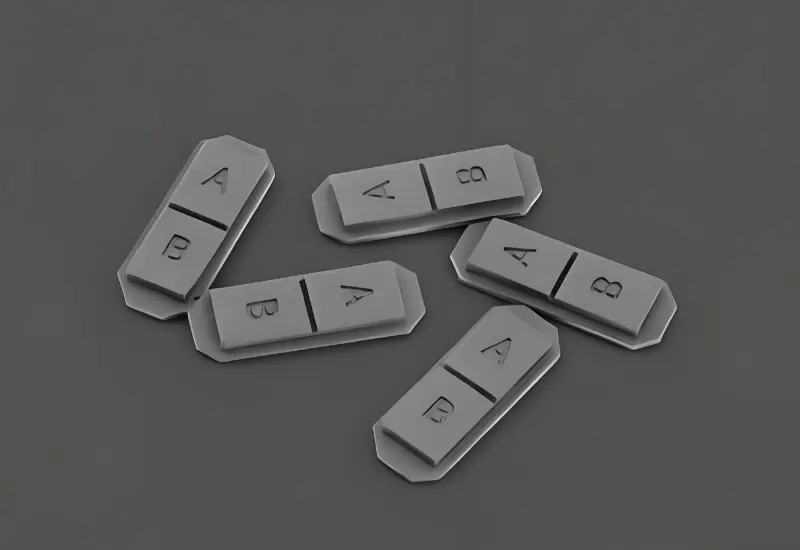
Electrical Waterproof Silicone Parts
1. Two-shot Liquid Silicone Injection Molding
2. Mold Machining Precision: 0.001 mm
3. Mold Step Difference: 0.03 mm
4. Flash: 0.03 mm
5. IP7/IP8 Waterproof Rating

Precision Silicone Fittings
1. High-temperature resistance exceeding 150°C.
2. Silicone material suitable for new energy vehicles; Meets the UL94 V-0 flame retardancy standard.
3. High hardness and excellent scratch resistance.
4. High elasticity, offering superior sealing and insulation properties.
5. Adaptable to complex, irregular shapes and geometries involving undercuts.



















Silicone Molding for Medical Devices: The Complete Manufacturing Guide
Master medical silicone molding: LSR processing, biocompatibility standards, cleanroom requirements & design tips for FDA-compliant device components.
Complete Guide to LSR Injection Molding for Medical Devices
LSR injection molding injects platinum-cured silicone at 100–1,000 bar into a 170–230°C mold, curing in 30 s–2 min. Complete guide: process, Wacker grades, FDA/ISO compliance.

LSR Injection Molding vs. HCR Injection Molding: A Complete Guide for Medical Use
LSR injection molding vs HCR: cycle time, tooling cost, medical grade specs and a clear decision framework. Engineering data from Fecision’s silicone molding team.